
 手機資訊
手機資訊 官方微信
官方微信摘要 研磨是一種重要的精密和超精密加工方法,由于其不斷發展完善,定義也在不斷地變化。早年德國的經濟加工協會曾給研磨定義為:研磨是一種加工方法,在工件與工具之間無強制引導,利用研磨劑,在不...
研磨是一種重要的精密和超精密加工方法,由于其不斷發展完善,定義也在不斷地變化。早年德國的經濟加工協會曾給研磨定義為:研磨是一種加工方法,在工件與工具之間無強制引導,利用研磨劑,在不斷變更方向的情況下相互滑動。這個定義是較為原始的基本定義,沒有體現出研磨的特征。所以,后來有人給研磨又下了定義:用研磨工具和研磨劑從工件表面上磨去一層極薄的金屬,使工件表面達到精確的尺寸、準決的幾何形狀和很低的表面粗糙度值,這種精密加工的方法,叫研磨。這個定義強調了淹沒的特征,但也限制了加工工件的材料范圍,僅指金屬似乎不妥。由于材料科學的進步和發展,非金屬材料的大量涌現,其應用日益廣泛,所以研磨加工對象也應包括非金屬。因而,研磨可以表述為:利用磨具通過磨料作用于工件表面,進行微量加工的過程。 研磨加工除了加工精度和加工質量高這一特點外,還具有加工材料廣,幾乎可以加工任何固態材料的特點。正是由于這一特點,研磨加工方法的應用比較早。在原始社會,人類的祖先就用研磨方法來加工貝殼、骨制品、石器及一些器皿等。盡管研磨加工效率低,但在當時由于切削刀具材料比較落后,研磨對于這些材料的加工常常是唯一可行的加工方法。后來,由于切削刀具材料的發展,切削加工因加工效率高而逐漸受到重視,使得切削加工在機械加工領域中所占比例增加,而研磨加工在機械加工領域所占比例一度減少。但近幾年來,隨著社會的進步,人們對產品性能的要求日益提高(影響產品性能的主要因素包括其構件的加工精度和加工質量),研磨加工以其加工質量高而再次受到了人們的關注。特別是最近幾年信息技術、光學技術的發展,對光學零件不僅需求量增大,而且對其質量、精度都提出了很高的要求,而研磨做為光學加工中一種非常重要的加工方法,起著不可替代的作用。因此許多人從事著研磨加工效率、加工精度,降低加工成本。
目前,國內外研磨加工主要還是采用散粒磨料在慢速研磨機上研磨。其特點是加工精度高,加工設備簡單、投資少,但是加工精度不穩定,加工成本高、效率低。正式由于散粒磨料研磨存在一些不足,所以許多學者在研究改進這種研磨加工技術。
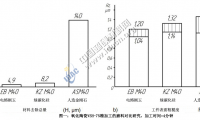
有人研究新型研磨液,以改善研磨效果;還有人研究不同磨料和不同材料磨盤的研磨效果,以尋求對應于不同工件的最佳磨料及磨盤。
研磨加工面形范圍很廣,幾乎可以加工任何面形的工件。對于不同面形的工件,研磨加工方式不同,于是人們針對不同面形的工件探討了不同的加工方法。
Jeong-Du Kim,Min-Seog Choi和Takeo Shinmura,Toshio Aizawa等人專門研究了圓柱面的研磨加工。杉浦修等人研究了采用磁力研磨法加工圓柱面的研磨機取得了較好的效果。我國也有一些學者從事圓柱面的研究,如天津大學的鄧廣敏等人專門研究了陶瓷圓柱面的淹沒,周俊研究了主軸套筒的研磨,朱長茂研究了高精度小軸的研磨加工。
在金屬切削加工中,刀具的質量直接影響著被加工工件的質量。為提高工件的質量,人們對刀具提出了較高的要求,特別是用于精密和超精密加工的金剛石刀具都要采用研磨加工。因此國內外一些人專門從事刀具研磨加工技術研究,取得了一些進展。
為了提高淹沒加工效率,在研磨中不僅一次研磨加工工件的一個表面,而且還可以同時加工工件的兩個表面。于是有人研制出雙面研磨機。日本的Toshiroh Karaki-dog等人還研究了雙面研磨加工工藝,為雙面淹沒的應用創造了良好的條件。一些學者專門研究將雙面研磨技術應用于加工硅片(集成電路的基片),并成功地應用于生產上。
球面是一種較為常用的曲面,特別是在光學系統中和軸承上,其淹沒加工量非常大。因此有人專門研究了球面研磨加工技術、加工機床及加工機理,取得了很好的效果。
在光學系統中應用非球面元件可以使復雜的系統結構變的較為簡單。他們可以有效的消除像差,提高系統的成像質量。在多元件系統中,一個非球面元件可以替代兩個,有時甚至是三個球面元件,這樣就可以大大減小系統的尺寸及質量,提高穩定性,降低成本。因此非球面研磨加工就顯得十分重要。許多人從事非球面研磨加工技術的研究,并將之應用于生產。
有時還需要對一些特殊曲面進行研磨加工,因此有人專門研究了適合曲面加工的研磨機,而且還有人研究了一些特殊曲面專用研磨加工技術。
由于陶瓷應用日益廣泛,研磨是陶瓷精密和超精密加工的一種非常重要的加工方法,不僅國外有人專門研究陶瓷研磨加工技術,而且我國學者在這一領域也做了許多研究工作。
研磨機是保證研磨加工的重要條件,因此人們專門研究了各種不同的研磨機。有人還針對不同的工件,研究開發不同的簡易專用的研磨裝置。為了提高研磨加工效率,人們在研磨加工自動化方面也做了許多工作,從而實現了連續研磨加工。特別是有人將計算機引入研磨機中,以進行特殊曲面加工。還有人將監測技術引入研磨加工中,對研磨過程進行監控。通過這些研究,研磨加工技術得到了很大提高。
由于研磨加工的針對性較高,對不同的工件,研磨加工方法也有很大的差別,因此各行各業針對自己的特點,研究出不同工件的研磨加工技術。黎明機械公司的攀憲林和周麗珠研究了研磨在航天發動機制造中的應用,王汝順研究了螺紋刀具的研磨,楊成貞研究了小盲孔底端面的研磨,朱目成等研究了木材研磨,武漢工業大學的陳強等人研究了石材研磨加工。日本關西大學的北島弘一還研究了特殊材料的研磨加工技術。他們的研究使淹沒加工的領域更加廣泛,研磨技術更加完善。
研磨加工后的工件表面精度及質量對其使用性能影響很大,因此有人研究了研磨加工對工件已加工表面精度及質量,甚至使用性能的影響,以保證研磨加工效果。
在切削加工中,刀具的幾何參數及切削用量等十分明確,工件切削層的變形較為簡單,人們對切削加工機理研究得比較多,因此目前對切削加工的認識也較為全面,并形成了較為完整的切削加工理論。而對于磨削和研磨加工,由于加工過程比較復雜,從事磨削和研磨加工機理研究的人,相對來說比較少。以往人們為研究方便,把磨削和研磨的磨粒看成是具有較大負前角的切削刀具,磨削和研磨過程就是用大量的這種小刀具同時切削的過程。由于磨粒的大小、形狀千差萬別,使得人們很難對磨削和研磨過程有一個準確的描述,也很難進行比較深入的研究。這不僅使從事磨削和研磨加工機理研究的人少,而且使得人們對其加工過程的了解也十分有限。近年來,磨削和研磨加工的應用日益廣泛,人們對磨削和研磨加工的研究也就較為重視。
盡管磨削過程較為復雜,但磨削過程中的磨粒運動和工件運動都是已知的。而對于普通研磨來說,不僅磨粒的運動是未知的,而且工件的運動也常常是未知的。這說明研究研磨過程比研究磨削的過程更復雜。考慮到研磨加工兩與超精密磨削相當,而且研磨與超精密磨削所用的磨料、所加工的工件材料相近,因此人們常常用超精密磨削機代替研磨機理。
以往人們對塑性材料的加工機理研究較多,較好地掌握了其加工變形規律,建立了較為完善的加工理論。但由于材料科學的發展,脆性材料應用日益廣泛,因此最近人們較重視脆性材料的加工機理研究。他們都以超精密磨削為主要研究對象。特別是有人已將分子動力學,電子理論和量子力學引入超精密加工的微量切削機理研究中,用這些理論分析描述工件加工表面的微觀變形規律,為深入探討研磨機理提供了很大幫助。
也有人考慮到研磨與超精密磨削的區別,在研究超精密磨削的同時,又研究了研磨。還有人專門研究研磨加工過程。這些研究成果為進一步認識研磨機理,更好地利用研磨加工造福于人類奠定了一定的理論基礎。








 豫公網安備41019702003604號
豫公網安備41019702003604號