
 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 先來(lái)個(gè)珩磨機(jī)的圖片:珩磨簡(jiǎn)介珩磨或稱(chēng)搪磨,其加工方法是:機(jī)床主軸帶動(dòng)珩磨工具(珩磨頭)一面旋轉(zhuǎn),一面作直線上下往復(fù)運(yùn)動(dòng),珩磨頭上的油石(磨條)在一定的向外脹出壓力作用下,在工件表面...
先來(lái)個(gè)珩磨機(jī)的圖片:
珩磨或稱(chēng)搪磨, 其加工方法是: 機(jī)床主軸帶動(dòng)珩磨工具(珩磨頭)一面旋轉(zhuǎn),一面作直線上下往復(fù)運(yùn)動(dòng),珩磨頭上的油石(磨條)在一定的向外脹出壓力作用下,在工件表面上去除磨屑,磨出螺旋形交叉網(wǎng)紋磨痕,它主要用于精密孔的加工,如發(fā)動(dòng)機(jī)缸孔、壓縮機(jī)缸孔、連桿、泵體及控制塊等。
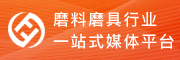
圖1所示是珩磨加工中油石的運(yùn)動(dòng)軌跡,其中,l w為工件長(zhǎng)度,π dw為工件孔的周長(zhǎng),θ為磨痕交叉角。Ⅰ、Ⅱ、Ⅲ是油石在一個(gè)往復(fù)行程中折返時(shí)順次的位置。為了不讓磨痕重復(fù),回程位置Ⅲ應(yīng)偏離起始位置Ⅰ有S的距離。早期使用靠彈簧力推圓錐斜面脹出油石的珩磨頭,如圖2所示。目前新型珩磨頭主要均靠液壓脹出,圖2中的1為油石(磨條),油石是由磨料加結(jié)合劑構(gòu)成的條形磨具,根據(jù)被加工材料的不同,可選擇相應(yīng)油石中的磨料, 形狀、種類(lèi)、粒度、結(jié)合劑、硬度、組織和性能。珩磨頭通常由多塊油石均布構(gòu)成,可同時(shí)對(duì)孔的多處進(jìn)行加工。
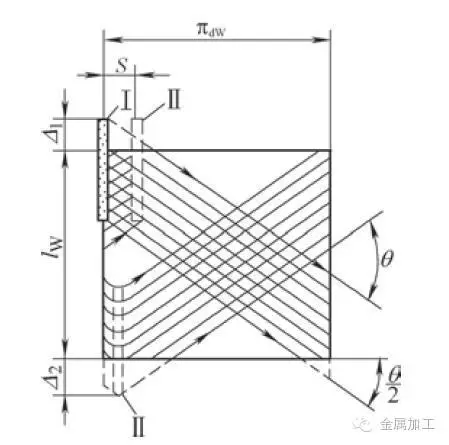
圖1 加工中油石的運(yùn)動(dòng)軌跡
圖2 早期的珩磨頭結(jié)構(gòu)
珩磨原理及特點(diǎn)圖2 早期的珩磨頭結(jié)構(gòu)
1.珩磨能夠精加工的原理
把珩磨油石和工件看成兩個(gè)互研的表面,為達(dá)到高的加工質(zhì)量,應(yīng)使它們?cè)谙鄬?duì)的往復(fù)運(yùn)動(dòng)中, 油石上每一顆磨粒在孔壁上的運(yùn)動(dòng)軌跡都不重復(fù)。加工時(shí), 油石和工件在面接觸狀態(tài)下,以較低的切削速度和壓力,可靠地磨除工件較小的加工余量(一般為0.01~0.08mm,需根據(jù)不同加工材料、加工批量及加工要求而定)。珩磨能顯著地提高工件的尺寸精度(小孔達(dá)1~2μm,中等孔達(dá)10μm,二者甚至更小)和形狀精度(小孔圓度達(dá)0.5μm,圓柱度達(dá)1μm,中等孔圓度達(dá)3μm以上甚至更小;孔長(zhǎng)300~500mm時(shí),圓柱度達(dá)5μm以下,加工誤差分散范圍小,僅為1~3μm,加工表面質(zhì)量高,其表面粗糙度值R a僅約為0.4~0.04μm,甚至更小),一般因油石對(duì)工件平均壓力P小(約0.4~0.8MPa),故發(fā)熱量小,加工表面變質(zhì)層也少,因?yàn)殓衲ヮ^與工件是面接觸,同時(shí)參加切削的磨粒多,故也是一種高效的加工方法。
2.珩磨加工的特點(diǎn)
除加工精度、形狀精度的圓度、圓柱度及表面質(zhì)量高外,由于工件表面具有交叉的紋路,有利于油膜的形成和保持。因此,被加工工件的使用壽命往往比其他加工方法加工出的工件使用壽命高一倍以上,特別適用于相對(duì)運(yùn)動(dòng)要求高的精密偶件加工。珩磨加工范圍可更廣,除通孔外,間斷孔、盲孔、多臺(tái)階孔、余擺線孔、平面、球面及齒面均可加工,能適應(yīng)加工許多金屬材料品種。
先進(jìn)珩磨工藝及加工工具
德國(guó)的DIAHON公司是珩磨頭的專(zhuān)業(yè)生產(chǎn)公司。他們的產(chǎn)品原來(lái)只用于專(zhuān)用的珩磨機(jī)上,2006年開(kāi)發(fā)出能用于加工中心上的幾類(lèi)產(chǎn)品,使客戶(hù)不需專(zhuān)用的珩磨機(jī)床,就可以完成珩磨工序,這立刻受到汽車(chē)、航空、船舶及含液壓系統(tǒng)的許多行業(yè)的廣泛歡迎,這樣既可擴(kuò)大加工中心的功能,又促進(jìn)了零件加工的工藝集中,大大提高了加工效率,也提高了加工精度,節(jié)約了投資和運(yùn)營(yíng)成本。
油石的磨料和結(jié)合劑的選擇很重要。過(guò)去多采用一般氧化鋁、碳化硅磨料,目前DAIHON等先進(jìn)企業(yè)主要采用金剛石、立方氮化硼磨料,它們的切削能力高,比磨耗小,自銳性好,耐熱性、化學(xué)穩(wěn)定性也高。客戶(hù)若提供工件圖、工件材料及珩磨余量,DAIHON技術(shù)人員可為之選擇珩磨頭的結(jié)構(gòu),油石磨料的種類(lèi)、粒度、結(jié)合劑、硬度及尺寸等相關(guān)技術(shù)參數(shù)。在經(jīng)常的聯(lián)系中,DIAHON會(huì)不斷優(yōu)化客戶(hù)珩磨工藝,使客戶(hù)在這方面始終保持最先進(jìn)水平。
DAINHON公司用于加工中心的珩磨頭主要有以下4個(gè)系列,它們也代表了珩磨頭發(fā)展的幾個(gè)方向:
1.CoolEX 系列(見(jiàn)圖3)
從字面上CoolEX是杰出的冷卻潤(rùn)滑, 為了避免油石堵塞,降低磨削區(qū)溫度和提高表面粗糙度質(zhì)量,珩磨時(shí)必須用冷卻潤(rùn)滑液,一般冷卻潤(rùn)滑液工作壓力為0.3~0.5MPa,正好接近珩磨時(shí)油石對(duì)工件表面的壓力,此系列無(wú)需對(duì)加工中心本身進(jìn)行技術(shù)改造。它精巧地通過(guò)經(jīng)主軸中心孔的內(nèi)部冷卻潤(rùn)滑液壓系統(tǒng),一方面脹出油石,另一路徑可使切削液直接噴至珩磨部位,這樣可保證它們是在優(yōu)化潤(rùn)滑冷卻和排屑的條件下進(jìn)行加工。加工過(guò)程由先進(jìn)的測(cè)量系統(tǒng)及時(shí)測(cè)定,100%對(duì)尺寸及表面質(zhì)量進(jìn)行了控制。
CoolEX2是二次膨脹工具系統(tǒng), 即能在一個(gè)珩磨頭上,完成粗珩和精珩兩個(gè)工步。
CoolEXTB是在CoolEX基礎(chǔ)上進(jìn)行改造,可將它使用在BTA深孔加工機(jī)床上。進(jìn)一步發(fā)展出的CoolEXact可以在加工過(guò)程停頓時(shí),進(jìn)行尺寸控制,也不需對(duì)加工中心進(jìn)行技術(shù)改裝。

圖3 CoolEX系列珩磨頭
帶有步進(jìn)(step)可調(diào)膨脹機(jī)構(gòu),裝在加工中心后,需通過(guò)加工中心主軸中的推桿或者通過(guò)可更換的U軸系統(tǒng)(例如:KOMET的KOMTRONIC)。前者利用機(jī)械結(jié)構(gòu)系統(tǒng),后者利用U軸系統(tǒng),所謂U軸系統(tǒng)是指在加工中心上能完成車(chē)床的功能,即除旋轉(zhuǎn)外,還能實(shí)現(xiàn)徑向進(jìn)給。因此本系列實(shí)現(xiàn)主軸帶動(dòng)珩磨頭旋轉(zhuǎn)的同時(shí),油石還可以沿徑向數(shù)控移動(dòng),及時(shí)補(bǔ)償磨損,精確控制加工尺寸,實(shí)現(xiàn)高精度加工。
孔徑測(cè)量可在機(jī)床外,而不影響加工時(shí)間。Xstep2型則是在一個(gè)珩磨頭上,能完成二次膨脹(即:粗珩和精珩)的數(shù)字尺寸控制系統(tǒng)。

圖4 Xstep系列珩磨頭
它結(jié)合了前兩個(gè)系列的優(yōu)點(diǎn),有突出的冷卻潤(rùn)滑,保證良好的加工表面質(zhì)量,又可步進(jìn)脹出(2次或更多次)。它適合特別精確的加工。預(yù)珩達(dá)到預(yù)定直徑,精珩通過(guò)液壓控制,去除工件表面波峰達(dá)到要求表面質(zhì)量。
以上的珩磨加工運(yùn)動(dòng)可不間斷,從而可在很短時(shí)間內(nèi)完成。
圖5 CoolEXstep系列珩磨頭
本系列還適合用于斷續(xù)孔的珩磨。珩磨頭直徑可預(yù)先設(shè)定為最終加工尺寸。孔加工可在一個(gè)往復(fù)運(yùn)動(dòng)中完成(即珩磨頭進(jìn)入和退出孔)。它的優(yōu)點(diǎn)是:在珩磨頭壽命期間,它加工出的各個(gè)孔,表面質(zhì)量始終如一,過(guò)程簡(jiǎn)單,就如鉸削;壽命長(zhǎng),磨損小。珩磨頭外徑尺寸可用手動(dòng),也可以通過(guò)機(jī)械來(lái)調(diào)節(jié)。尚可采用順序單行程珩磨工藝,采用一組依次增大的不同直徑珩磨頭,對(duì)工件孔逐次作一次往返進(jìn)給,工件通過(guò)最后一個(gè)珩磨頭,達(dá)到最終要求的尺寸精度,也可以用這種方法加工臺(tái)階孔。本系列可用在加工中心、車(chē)床、銑床和鉆床,小直徑的可用于手動(dòng)鉆床。

圖6 固定外徑系列珩磨頭
幾種珩磨頭系列,各類(lèi)珩磨頭均帶有標(biāo)準(zhǔn)的珩磨用油石,其規(guī)格按照不同的尺寸分段,并包含一些特殊的尺寸范圍。其中,ML系列多油石珩磨頭主要用于加工通孔;MLS系列應(yīng)用于盲孔加工;THT系列用于珩磨水平管孔;SHT系列為殼形珩磨頭用于間斷孔加工,可與相關(guān)機(jī)床模塊化系統(tǒng)進(jìn)行連接和更換。
定制珩磨頭主要應(yīng)用在特別預(yù)訂的加工中。如,殼形和套式珩磨頭用于間斷孔加工(如有鍵槽的孔和有敞開(kāi)窗口的孔等);同軸多個(gè)珩磨頭用于同時(shí)加工同直徑或不同直徑的同軸孔。










 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)